Summary
This is another alpha release of PrusaSlicer 2.6.0. It brings several substantial changes to the slicing core and fixes bugs found in previous alphas. For new features in the 2.6.0 series, please read the release logs of 2.6.0-alpha2, 2.6.0-alpha3 and 2.6.0-alpha4.
To let you enjoy the alpha without worries, the alpha builds save their profiles into the PrusaSlicer-alpha directory, so you may use the alpha side by side with the current release without ruining your production configuration.
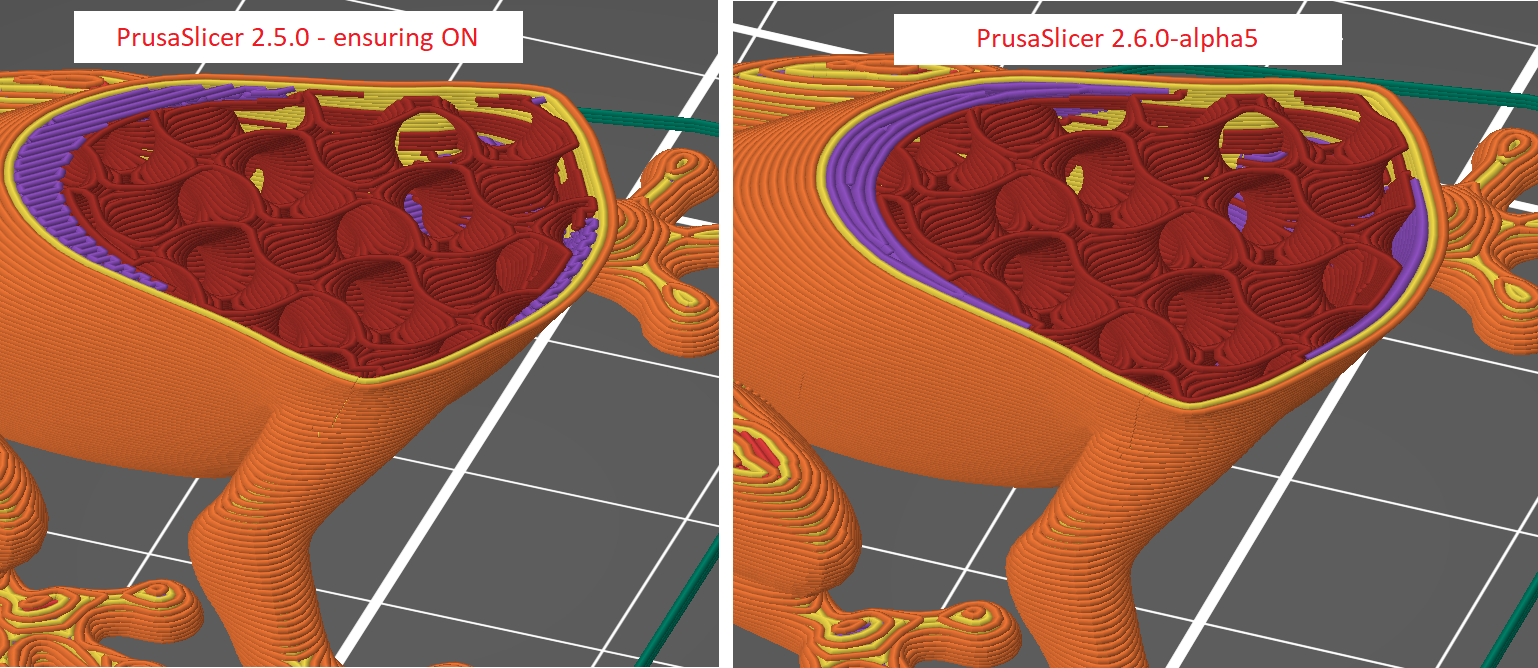
Ensure vertical shell thickness improvement
This change improves one of the most hated feature of PrusaSlicer: too much solid infill and the way it is printed. Some of the related issues are #28, #223, #1054, #1531, #2137, #3744, #6853, #9245, #9898.
The problem and its history are as follows: When printing sloping surfaces, the resulting wall gets thinner (for obvious geometrical reasons). In the case that the slope is small, this effect can even produce holes in these walls, as the external perimeter on one layer may in fact be "more inside" than the innermost perimeter on the layer below. Original Slic3r applied rectilinear infill to fill in these gaps, PrusaSlicer added an extra logic to Ensure vertical shell thickness, which was trying to ensure that the shell would not be thinner than a vertical wall would be. The algorithm had the disadvantage of consuming more material than needed and creating very short segments of infill with abrupt changes of direction, leading to significant vibrations of the printer.
Starting with this version, PrusaSlicer fills the areas with concentric infill. The calculation of the areas is also reworked, so the material is only added where it is really needed. The old "Ensure vertical shell thickness" parameter used to switch between the upstream Slic3r and Slic3r Prusa Edition algorithms to ensure vertical wall thickness. The new algorithm implemented in PrusaSlicer 2.6.0-alpha5 is significantly better than either of the two old algorithms; thus, the switch "Ensure vertical shell thickness" was removed.
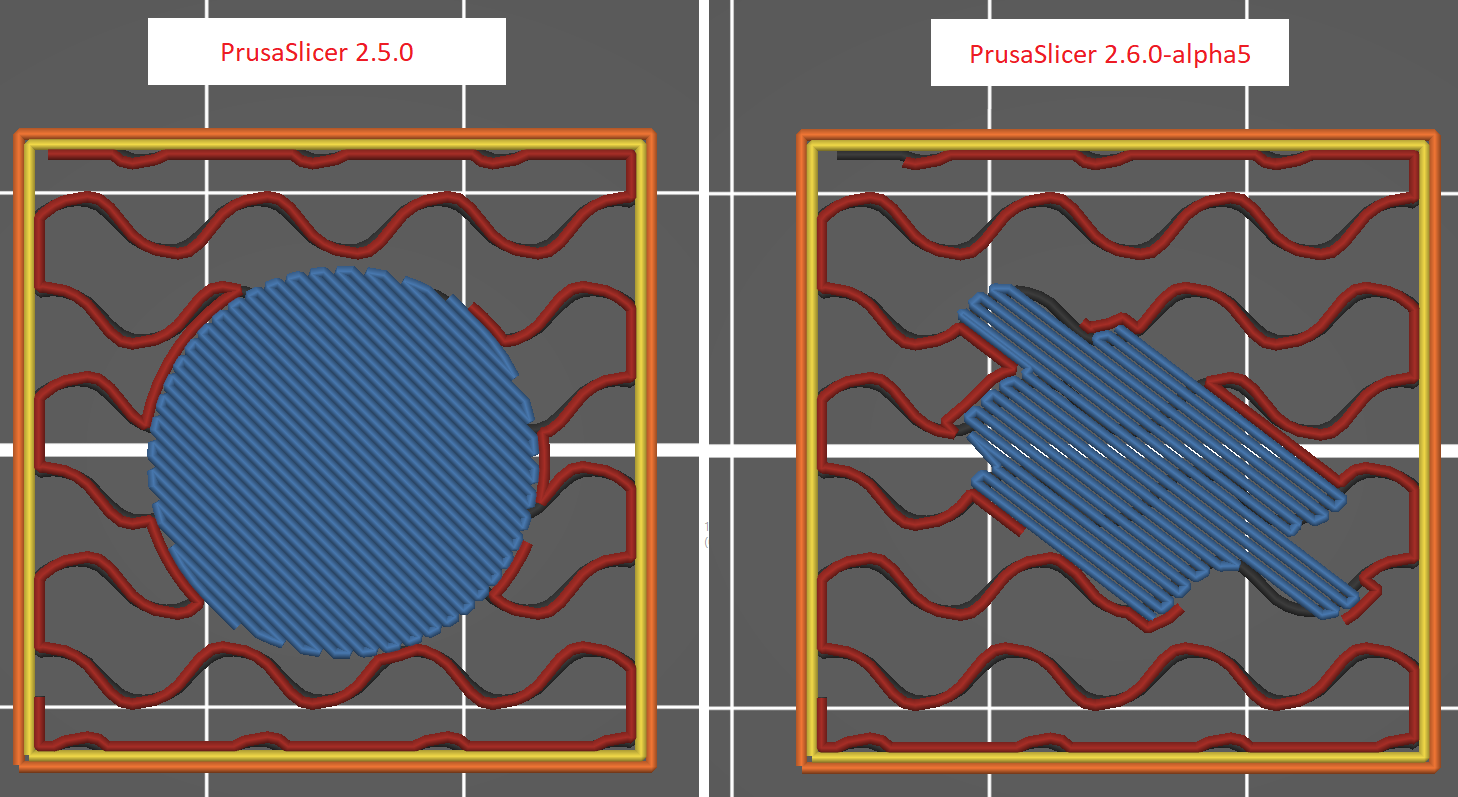
Extend sparse infill #569
Another long-standing issue was connected to bridging solid infill printed over sparse infill. The shape of such infill islands was only determined by what was above, and the infill lines were often inadequately supported as a result, leading to mid-air extrusions and possibly failed prints. PrusaSlicer now extends the lines of the bridge infill so that their ends are supported by the sparse infill on the layer below. The bridge infill is now always using 'Thick bridges'. The new algorithm is NOT applied for Support Cubic, Adaptive Cubic and Lightning infill.
This change also made it possible to decrease the expansion of the bridging layers, which leads to smaller filament consumption and shorter print times. The comparison image below shows exactly the same model (a cube with a counterbored hole in the top face). Only the two adjacent layers are shown for clarity:
Dynamic control of fan speed on overhangs #2921
This feature is similar to Dynamic overhang speed introduced in 2.6.0-alpha2. Fan speed is defined for predefined overlaps, and PrusaSlicer interpolates between the values to set the optimal fan speed when printing overhangs. The feature is accessible in Filament settings->Cooling->Dynamic fan speeds.
Other improvements with respect to 2.6.0-alpha4
- It is now possible to import ZIP file contents from
File->Import->Import ZIP Archive. A dedicated dialog is shown, and the user can select which of the files in the ZIP archive they want to open. - Organic supports can now be used with raft. Raft is built for the object only. Organic supports are routed directly to a print bed, they are not supported by a raft. #9816, #9743, #9526
- Raft interface / contact layers are newly produced with alternating directions, and raft contact layer is newly perpendicular to a fill direction of the first object layer.
- The configuration of
Dynamic overhang speedwas simplified, the percentage levels for which the speeds are set are fixed at 0/25/50/75 %. - There is a new
is_nilfunction available in custom G-Codes to check whether a given configuration option is currently inactive (such as idle_temperature in Filament Settings). Example usage:{if is_nil(idle_temperature[0])}...{else}...{endif}
Bugs fixed with respect to 2.6.0-alpha4
- Wipe tower brim was not shown in the 3D scene after slicing was finished
- Tool temperature visualization in Preview was incorrect in some cases (related to #8324 and #9597)
- macOS specific: Text emboss input dialog did not allow pasting text from the clipboard #9795
- "Avoid crossing curled overhangs" sometimes generated travel moves outside of the bed #9800
- Fixed "Dynamic overhang speed" when Pressure equalizer was used #9485
- Fixed a crash in G-Code Viewer when parsing G-Code generated by Simplify3D #9823
- G-Code Preview did not account for z offset when setting the height of the toolpaths for the purge line in custom start G-Code #9722
- Fixed a crash when trying to add instances when multiple objects are selected #9864
- Various minor improvements and bugfixes in the Cut tool #9771
- Fixed a bug that incorrectly triggered an "out-of-bed" error when specific transformation was applied. The same problem caused issues when changing variable layer height #9467 #9519 #9646
- By pressing the 'T' keyboard shortcut, it was possible to add text to an object that was created by a cut and had connectors. This is now fixed, as this is an unsupported scenario.
- Fixed a crash sometimes occurring on startup on macOS Ventura 13.2.1 #9774
- Reload from disk was not available for 3MF files #9822
- Fixed a crash when cutting an object containing a modifier
Bugs fixed with respect to 2.5.0
- Fixed a crash happening after splitting a painted object into parts (related to all paint-on features). The painting is now removed before the splitting and the user is notified about it #9809
- Fixed missing dense raft layers when number of support top interface layers was set to zero. Mentioned in #7951.
- Fixed discrepancy between the G-code placeholder parser current layer index and the total number of layers. Fixed for non-sequential print only for now #9866
Localizations
- Updated dictionaries for CS (currently incomplete), DE, ES, FR, IT and PL